ITMA 2011, which was held for the first time in Barcelona, Spain, at the Fira de Barcelona Gran
Via, marked the 16th show and the 60th birthday of one of the major textile machinery shows. The
show was well-attended with more than 100,000 visitors, representing 138 countries, who came to
learn and invest in technologies shown by 1,350 exhibitors from 41 countries. The show definitely
met the expectations of the visitors in terms of innovation and versatility that the machinery
manufacturers exhibited, which covered fiber formation to end product. The innovation and
versatility in the areas of weaving and weaving preparation got a significant share of attention by
the visitors. This report covers the most innovative weaving and weaving preparation technologies
shown at ITMA 2011. The author provides technical critical evaluation whenever appropriate. A
substantial part of this report follows the recent historical innovation of technologies. To get
full benefits and better understanding, it is recommended that the reader review the author’s
previous articles covering ITMA 2003 and 2007 technologies that have appeared in
Textile World
‘s print and online publications.
Winding
Oerlikon Schlafhorst, Germany, exhibited the Autoconer X5, a new variation of the
Autoconer 5 automatic package winders shown at the previous ITMA, with new features introduced. The
winder is equipped with a separate motor for feeding the supply packages to the active position. A
feeding motor operates only if a bobbin is depleted and a new bobbin is required, which saves
energy compared to the previous bobbin feeding system that used a continuously running centralized
motor and belt to drive the feeding positions.
The Autoconer X5 produces cone or cylindrical packages. The doffer detects the empty cylinder
or cone package shape and rejects the package if it is not the shape that is programmed to process
at the specific spindle. Further, if a magazine of a position does not have empty packages, the
doffer takes a correct package from a neighboring magazine to avoid loss of production.
With previous Autoconer models, when a new lot starts, the operator has to manually wind the
reserve of the first package for all positions. The Autoconer X5 forms the reserve on each package
of the new lot automatically. The recognized advantages of this new feature are an increase in
productivity; and consistency in position, winding tension and the amount of the reserve yarn,
which results in avoiding problems for the next processes including packages for warping and weft
packages for weaving.
Savio Macchine Tessili S.p.A., Italy, continued to show its Polar package winders
that were exhibited at ITMA 2007. Two Polar package winders were shown at this ITMA: Polar E and
Polar I/DLS (Direct Link System). The previous version of Polar E was equipped with automatic
bobbin loading and manual doffing. Polar E now is offered with automatic bobbin loading and
automatic doffing.
Polar I/DLS is similar to Polar I shown at ITMA 2007. However, the link to the spinning frame
in Polar I/DLS is designed to work with ring-spinning machines that have a much higher number of
bobbins.
Warping
Karl Mayer Textilmaschinenfabrik GmbH, Germany, continued to show its impressive
innovations in warp preparation for sample and short orders. The company showed its new
Multi-Matic® sample warper with creel capacity of 128 yarns or colors, which is a significant
increase compared to the capacity of the Gir-O-Matic (GOM) 24 sample warper that was shown at the
previous ITMA. This feature increases the capability of producing more intricate striped warps.
Other features of the Multi-Matic sample warper include: warp length range of 35 to 1,500 meters;
working width up to 2.25 meters; maximum warping speed of 800 meters per minute (m/min); and
maximum color change speed of 800 m/min. The warper is equipped with a user-friendly interface to
preprogram the leasing pattern and color selection. After the preprogramming and setting of the
packages on the creel, the rest of the warping process is automatic, including the leasing for
drawing-in and size rod separation, and there is virtually no need for operator intervention. The
beaming process requires the operator to transfer the warp from the pattern drum to the warp beam.
The beaming speed is 150 m/min. With such features and capabilities, the Multi-Matic sample warper
can be used for extremely short samples, as short as 35 meters, or for short orders of 1,500-meter
increments, which sets this warper to compete with sectional warpers.
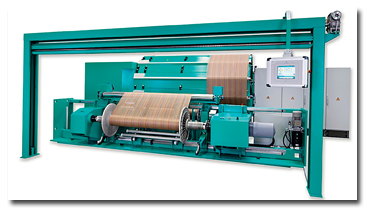
Karl Mayer Multi-Matic® sample warper
CCI Tech Inc., Taiwan, specializes in sample weaving equipment. The company showed
its Lutan sample warper, which uses a ring to wind and traverse the warp yarn coils in such a way
that the yarn coils are fixed once they are laid on the pattern drum. The company offers sample
warpers of two different pattern drum sizes to provide a range of warp lengths. The warpers are
equipped with a computerized system for programming the color sequence. Three types of warp creels
are available — stationary, rotary, and super. The stationary creel for up to eight colors supplies
different packages of different colors or yarn types; the rotary creel for up to 12 packages allows
for simultaneous warping of multiple yarns and is dedicated for solid color or simple warp
sequence; and the super creel for up to 12 colors allows for simultaneous warping of multiple
colored yarns and thus is designed for intricate striped warps. Lutan v3.6 with 3.6-meter drum
circumference can produce warps ranging from 11 to 200 meters in length, and Lutan v5.0 with
5-meter drum circumference can produce warps ranging from 15 to 500 meters in length.
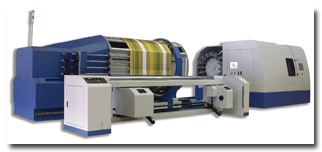
CCI Tech’s Lutan sample warper with super creel (right)
Drawing-in And Tying-in
Stäubli Group, Switzerland, introduced its Magma tying-in machine — which is
capable of handling spun, multifilament and monofilament as well as polypropylene ribbons — for the
first time at ITMA 2007. At the 2011 show, Magma T12 was exhibited. The new version is equipped
with new optoelectronic patented system for detecting double yarns and separates them from the
lease. The system does not need thread-specific separation needles or settings.
Stäubli introduced the Safir automatic drawing-in machine at ITMA 2007, and exhibited the
new-generation Safir S80 drawing-in machine at this ITMA. Like the previous version, the S80
integrates the Delta drawing-in and the Opal leasing technologies. In the S80 model, a new thread
separation unit detects double yarn using an imaging technique with a camera. The separation unit
checks for yarn color and its correct sequence in the color pattern repeat. In case of the color
not being in sequence, the system picks up the correct color without operator intervention. S80 is
equipped with a user-friendly interface via intricate display to allow easy programming of
drawing-in including color sequence. The system is network-compatible, which makes it possible to
transfer drawing-in data created by computer-aided design, and thus repetition is avoided and
errors are eliminated. Stäubli reported that the Safir S80 has been installed in many plants since
its launch.
Weaving
The competition in shed forming systems that started at ITMA 1999 with the introduction of
the Grosse UniShed and Stäubli Unival 100 Jacquard systems continued. In fact, the competition
expanded to include more shedding systems by other machine producers.
Stäubli commercialized Unival 100 in 2003. In 2007, the Unival concept was expanded in Unival
200 to individually control warp yarns using actuators in label machines. In Unival 200, the
actuation is not limited to controlling only the shedding motion, but also main motions of the
machine. The actuators are used to control: weft tension with individual control for each weft yarn
that can be preprogrammed digitally; weft feed rate; warp tension; cloth take-up rate; latch needle
for securing the filling yarn; and filling selection of up to eight colors. The concept was also
expanded in Unival 500 to individually control harnesses in dobby shedding systems. Unival 500 uses
more powerful actuators to control harness movement in a dobby shedding system. Each harness is
controlled by an actuator that controls links connected to the harness. Clockwise and
counterclockwise rotation of the actuators is decided based on which harnesses need to be
raised/lowered to form the shed according to the weave design.
At this ITMA,
Toyota Industries, Japan, joined the competition for individual harness control of
dobby shedding systems with the E-shed Electronic Shedding Motion.
Mageba Textilmaschinen GmbH & Co. KG, Germany, exhibited its narrow shuttle
weaving machine SL-MT 1/180 combined with a Mageba dobby shedding system in which a separate motor
drives each harness. Each harness can be raised or lowered at different levels to form multisheds
and allow for multi-weft insertion.
At this ITMA, Stäubli expanded the Unival 100 applications. A small-size Unival 100 combined
with a narrow fabric shuttle weaving machine was shown at Mageba’s booth to form multi-weft
insertion for the production of medical and technical products. A very small-size Unival 100 termed
Univalette, which is intended for working with a dobby shedding system, was shown at Stäubli’s
booth for weaving selvage labels.
GITEC Grosse Internationale Technologie GmbH, Germany, commercialized the improved
UniShed 2 about two years ago. At ITMA, the unit was shown at Japan-based
Tsudakoma Corp.‘s booth on the ZW8100 water-jet weaving machine. It should be
pointed out that this is the first time water-jet weft insertion has been combined with a Jacquard
shedding system at ITMA.
Advantages Of Individual Yarn And Harness Control
The advantages of individual control of warp yarns and harnesses in Jacquard and dobby
weaving allowed the separation of the Jacquard/dobby drive from the main weaving machine drive,
leading to elimination of the complexity associated with coupling the weaving machine main drive
with the shedding system; increased weaving speed; elimination of stop/start marks owing to
reduction of load on the main motor; and formation of multisheds, enabling the formation of 3-D
woven structures for medical, shaped preforms for composites. These systems set the stage for the
development of multiphase weaving with intricate designs using the advances of the new
dobby/Jacquard shedding systems.
Integration Of Weaving And Embroidery By Dornier
A highlight of the show was Germany-based
Lindauer Dornier GmbH‘s air-jet weaving machine AWS 6/S 12 OC integrated with an
embroidery mechanism that controls a set of yarns. The embroidery yarns are guided by needles and
are raised up to move out of the reed dents — the reed is open-top. While they are out of the reed,
these yarns are moved laterally depending on the embroidery design, and then are lowered and
entered into the reed dents. The embroidery yarns form sheds to interlace with the weft yarns
according to the design. The sequence is repeated until a design repeat is formed. Besides the
competition with embroidery machinery, the system could replace the weaving technique known as
extra warp figuring that requires dedicated Jacquard hooks. The system also competes with the
embroidery effect produced by yarn lay-in in warp knitting. While intricate design could be
obtained by the system, the degree of intricacy is limited compared to that of traditional
embroidery because of the limitation of the lateral movement of embroidery needles or yarns.
Another limitation of the system is that the embroidery yarn size is limited to the reed dent
width.
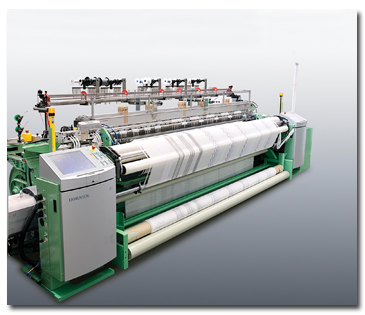
Dornier Air Jet Type AWS 6/S 12 OC with Embroidery Unit weaving embroidered
curtain
Speed And Versatility
Weaving speeds and filling insertion rates reached their maximum at previous ITMA shows. The
machine manufacturers competed mainly by showing different machines weaving a broad range of
fabrics for different markets, emphasizing diversity that includes weaving articles for home
textiles; apparel textiles; and technical textiles such as filters, preforms for composites,
medical and ropes. Examples of diversity offered by various machine manufacturers include:
- Dornier: embroidered curtain fabric – A1 air-jet, Jacquard African damask for shirting –
air-jet, womenswear – rapier, filter fabric – rapier; -
ITEMA Weaving, Switzerland, including
Sultex,
Vamatex and
Somet: coating – rapier, shirting – rapier. fancy apparel – rapier, fancy denim –
air-jet, sheeting – air-jet, geotextiles – projectile, home textiles – rapier, terry towel –
rapier; -
Panther Textiles Co. Ltd., Hong Kong: labels – rapier, technical – rapier,
shirting – rapier, fancy womenswear – rapier; -
Picanol NV, Belgium: stretch denim – rapier, para-aramid – rapier, worsted fabric
– rapier, coating – rapier, upholstery – rapier, lining – air-jet, parachute fabric – air-jet,
automotive – air-jet, sheeting – air-jet, terry – air-jet, apparel – air-jet, womenswear –
rapier; - Toyota: gingham shirting – air-jet, wool suiting – air-jet; fancy voile curtains – air-jet,
denim fabric – air-jet, terry towel – air-jet; - Tsudakoma: pongee – air-jet, Jacquard terry towel – air-jet, heavyweight Jacquard fabric –
water-jet, womenswear – air-jet. - Mageba shuttle weaving: medical, net shape for composites – T-beam, I-beam, tubular and such,
ropes with sheath/core layers; -
Jäger of Schlatter Industries AG, Switzerland: technical fabrics – SK560 rapier
weaving machine equipped with high tension let-off and beat-up; -
Vúts Liberec, Czech Republic: leno fabrics for the production of glass fiber
preforms for fiber reinforced composites – Cam El and Combine air-jet; and -
Jürgens Maschinenbau GmbH & Co. KG, Germany: technical textiles including
multi-axial fabrics – JP-4000 projectile 6-10-meter wide weaving machine equipped with ITEMA
projectile and Stäubli Unival 500 dobby.
Multiphase Weaving
The absence of the Sultex M8300 multiphase weaving system from the show for the second
consecutive time is a disappointment. The author addressed the reasons behind the limitations of
the M8300 in previous ITMA reviews. Its greatest disadvantages are the limited weave design
capability and warp yarn densities. However, with the new development in shedding systems addressed
above, it is believed that opportunities are emerging to develop multiphase weaving using
dobby/Jacquard shedding systems with individual harness/yarn control.
Mageba Shuttle Weaving
The comeback of shuttle weaving as seen at ITMA 2007 continued at this ITMA. Mageba showed
its narrow shuttle weaving machine SL-MV 140 1/315 combined with Stäubli ‘s Unival 100 Jacquard
shedding system. The combination of the weaving machine and Unival 100 permitted the formation of
multisheds and multi-weft insertions to form shaped and 3-D articles for medical and technical
applications such as bifurcated and trifurcated grafts; tubular structures for fire and garden
hoses; and T-, I- and C-shaped preforms for fiber-reinforced composites. While these products have
been produced using traditional technologies, the use of Unival 100 with shuttle weaving provides
an ultimate electronic system that allows switching from weaving a shaped article to weaving
another with ease and speed that have never before been seen.
Application examples of woven fabrics formed using Mageba shuttle loom
Mageba also exhibited its narrow shuttle weaving machine SL-MT 1/180 combined with its dobby
shedding system, in which each harness is driven by a separate motor. Thus, each harness can be
raised or lowered at different levels to form multisheds and allow for multi-weft insertion.
Energy Reduction
ITMA 2007 witnessed serious developments in air-jet weaving to reduce energy consumption to
offset the increase in energy costs. Further developments were exhibited at this show. Dornier
showed its TandemPlus system, consisting of a movable tandem nozzle attached to the reed bar for
variable-width weaving and a third fixed-position nozzle for weaving slick or subtle filling yarns.
On wide machines, the Dornier TRIM system features the movable tandem nozzle and movable third
nozzle. Both systems reduce the air pressure and power consumption.
Picanol exhibited four Omni
plus Summum air-jet weaving machines equipped with a patent-pending AirMaster software
system that monitors air consumption and detects leakage and clogging. AirMaster also could be used
to carry testing procedures to check all air elements. Identifying leaks and clogs, and managing
air lead to reduced air consumption.
Wireless Smart Label
TexTrace AG, a subsidiary of
Jakob Müller Holding AG, Switzerland, demonstrated a new wireless smart label for
article identification using radio frequency (RF) technology. The label can be read from a distance
of up to 7 meters using a RFID reader. The smart label consists of two parts: a woven antenna
comprising textile yarns and electrically conductive yarns; and a chip with integrated circuit. The
integration of the antenna and the chip is achieved with precise placement using a new automated
process that applies pressure and heat to connect the chip to the antenna using thermoplastic
adhesive. The system has a range of applications that include the detection of numerous articles
simultaneously, sales tracking, checkout, counterfeit detection, theft protection, inventory, order
tracking and more. TexTrace reports repeated laundering does not affect label performance. An
additional feature of the system is its ability to connect to mobile phones, thus allowing remote
tracking of data. While the cost of the smart label is expected to be much higher than the
traditional label cost, the time and labor savings in conducting the above tasks would translate to
higher profit.
Conclusion
Developments introduced at previous ITMAs — such as automatic pattern change, direct drive,
quick style change, variable pick density, variable speed, automatic stop/start mark prevention,
on-loom woven fabric inspection and adaptive control system for air-jet weft insertion — are
well-established and are becoming the standard owing to the demand for versatility and high-quality
fabrics.
It is strongly believed that the new dobby and Jacquard shedding systems will revolutionize
weaving technology and help weavers find new uses for these technologies in intricate textiles as
well as functional smart, industrial, and technical fabrics. Given the establishment and the spread
of the individual harness/yarn control of dobby/Jacquard shedding systems, multiphase weaving with
no limitation in design capability or thread density is expected to be developed soon. Such
development will take the weaving speed to new levels while producing intricate as well as
technical textile products. Another route for increasing the weaving speed is twofold: continue the
increase of electronic controls and thus reduce heavy mechanical parts; and replace heavy metal
parts with much lighter fiber-reinforced composites.
The new developments in weaving and weaving preparation equipment provide a range of
opportunities for woven fabric manufacturers and allow the production of much smaller orders than
ever before with minimal waste.
The shuttle comeback for two successive ITMA shows is a welcomed event owing to its success
in producing specialty industrial and medical products. Shuttle weaving is a viable technology for
the formation of net-shaped products for medical and technical textiles including preforms for
fiber-reinforced composites.
Manufacturers have responded to the need to reduce environmental impact through reduction in
energy consumption and raw material waste including reduced selvage waste. Future ITMAs are
expected to reveal more advances in this direction due to the mounting pressure resulting from
increases in the costs of energy, raw material and waste disposal.
TW’s ITMA technology coverage will continue in the March/April 2012 issue with
reviews of the flat knitting and quality control/textile testing sectors; with further coverage in
subsequent issues.
January/February 2012