T
he
above-average growth in the market
for industrial textiles calls for special range concepts designed to meet the diverse demands this
growth has brought about. The growth is characterized by an increasing number of new functional
layers, particularly in the field of solid gelatin-based finishing coats.
Following is an overview of the fields of use, of application and drying techniques and
range concepts currently being used or in development for industrial textiles. It describes a
complex range suitable for finishing by coating, using the example of the production of truck
tilts. The range components, taken from the proven Montex modular system from Germany-based A.
Monforts Textilmaschinen GmbH, were tailored to the individual requirements of the textile
finisher. The application units and calenders came from Jacob Weiss & Söhne Maschinenfabrik
GmbH, also based in Germany.
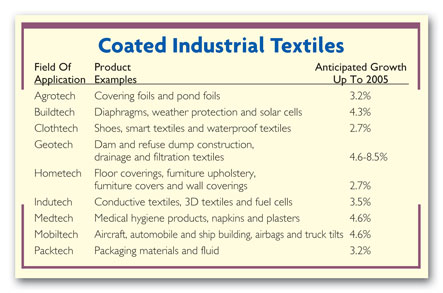
Industrial textiles — defined here as innovative products manufactured by using new and
intelligent high-performance fibers and/or a special finishing of textile fabrics — are
characterized by their special physical and chemical application and functional properties.
An important step in the production of industrial textiles is the finishing of the fabrics,
in particular by coating. Here, the desired functionality is created by applying coating compounds
to one or both sides of woven, knitted or bonded fabrics using coating units and subsequent thermal
treatment such as drying or gelling.

Popular Application Treatments
The following application treatments
are used prominently today.
Slop padding involves washing on the coating compound using immersion/transfer rollers from
below. It is used for thin coatings and produces a relatively undefined coating.
An air knife may be used to meter the coating compound above the freely spread fabric web.
This method is used for fine coatings and primer coatings, at application rates of approximately 5
to 50 grams per meter (g/m). The coat thickness depends on the fabric tension.
Air knives may be used over a roller to meter the coating compound at application rates of
30 to 500 g/m. The coat thickness depends on the distance of the air knife from the substrate
surface.
For heavy coatings, air knives may be used over a table or taut rubber cloth to meter the
coating compound. Here again, the coat thickness depends on the distance of the air knife from the
substrate surface.
In the reverse roll coater method, the coating compound is metered and transferred using
direction of rotation, differential speed and gap distance between the rolls and the substrate.
Uniformity is determined by the concentricity of the rolls.
An embossing cylinder may be used for thin coatings. Metering depends on the type and depth
of the embossing on the engraved cylinder.
The rotary screen-printing method involves metering via the mesh width of the screen; and
has application rates of approximately 5 to 120 g/m. This method is used for designed, porous and
spot-like — sometimes invisible — coatings.
Special processes such as double-sided coatings and application by spraying or scattering
may also be used.
Picturing The Process
Coating compounds are generally
film-forming natural substances or plastics that are predominantly dissolved or dispersed in
organic solvents or water to facilitate handling. Therefore, application of the compound onto the
substrate is followed by a drying or gelling process during which the liquid phase evaporates and
the remaining film is predominantly cross-linked.
The thermal processes, which frequently take place at temperatures of 100°C to 220°C, result
in undesirable dimensional changes in the textiles that are countered by fixed-width guidance in
the tenter.
A product-specific range configuration put together individually from a proven modular
standard system provides an example.
The range is a two-stage coating line for the production of, for example, polyvinyl chloride
(PVC) tarpaulins or starting material for sunshade lamella.
The range consists of two roll unwinder stations with downline comb-type fabric scray to
permit continuous operation during roll changing. The backing material for PVC tarpaulins generally
is polyester (PES) or polyamide (PA) woven fabric, with an average weight of 160 to 200 g/m.
Downline of the comb-type fabric scray, the fabric is dried in two cylinder driers in order
to equalize any non-uniformity in the moisture content resulting from storage. The moisture content
is set prior to the coating process. Particularly with PA backing material, an excessively high
initial moisture content results in problems with film formation and adhesion.
After drying, the fabric is cooled using a cooling roller and fed to the coating unit. The
precoating agent is applied in a twin coater to both sides of the backing material at a rate of
approximately 50 g/m per side.
The fabric then is dried contact-free in a convection dryer. After passing through a
centering unit, the surfaces are smoothed in a heated smoothing calender and subsequently
roller-cooled.
The precoated fabric now is fed continuously into a roller air knife application unit, where
the upper side is coated. The application rate ranges between 300 and 400 g/m.
Gelling of the top coat is performed in a tenter with an upline infrared drying section. The
substrate is guided in the tenter by a horizontally guided, life-lubricated special-version
Herkules pin/clip chain designed for tenter forces of up to 15,000 nips per minute.
The aerodynamically optimized TwinAir Plus air circulation system guarantees extremely
homogenous, uniform gelling and cross-linking of the applied film, according to Monforts. Separate
air circulation systems allow the area reaching the product to be infinitely varied to meet the
requirements.
Apart from a high-performance 150-millimeter-thick insulation to reduce heat loss, the
Monforts Exxotherm indirect gas heating system and an integrated heat recovery system are available
as options.
After unpinning, the fabric is heated by infrared radiators to the optimum calendering
temperature and smoothed in a smoothing calender or embossed, depending on the requirements.
The fabric then is cooled using cooling rollers and passes through the comb-type fabric
scray before it is rolled up in two winding positions. The winding unit designed as a center winder
ensures a continuous operation of the range, whereby the two winding positions in conjunction with
the comb-type fabric scray offer sufficient time for reel preparation and reel removal.
The fabric treated in this way has a precoat on both sides and a top coat on one side.
In order to finish the second top coat, which normally is a different color, the fabric is
fed into the middle inlet section. Discontinuous reel changing is provided and depends on the
colors specified by the customer and the number of meters to be produced.
With correspondingly large production volumes, the fabric also can be fed in again from the
front unwinding position. Coating and further process stages are performed during the first top
coat, whereby selvage trimming is performed after unpinning downline of the tenter.
The final treatment step is lacquering to produce a dirt-repellent and ultraviolet-resistant
surface on the weather or visible side. This generally solvent-based coating is applied in a
separate, explosion-proof range. Such ranges also can be configured from the Monforts Montex
modular system.
Editors Note: Ernst Klas, head of development, and Thomas Pgen, head of application
technology, A. Monforts Textilmaschinen GmbH, contributed to this report.



