ITMA 2011 was another phenomenal success. In the style of previous ITMAs, the event was
thoughtfully organized and comprehensive. Given the recent volatility in the economy, expectations
were more reserved. Compared to ITMA 2007, the nonwovens machinery industry appears to have
embraced more fully participation in ITMA — another landmark.
Many visitors came from India, Pakistan, Middle East and Gulf countries, and North and Latin
America. Attendance from Europe and Asia was as expected, with a limited number of Chinese
customers present at the event.
The following discussion is focused on companies that have established themselves as leaders
of the nonwovens industry. Notably, some established leaders in this segment were missing — partly
due to the fact that companies exhibiting at ITMA were primarily focused on the conversion of
staple fibers into nonwovens through carding/crosslapping, pseudo airlaid, and associated bonding
technologies.
Hills Inc. was present, but Hills is more known for its innovations in fiber and
filament equipment and, therefore, is not just a nonwovens machinery supplier.
The nonwovens machinery industry is going through massive changes — reconsolidation together
with product differentiation has resulted in many advanced systems — changes that only benefit
their consumers. More on this later.
Wide-ranging Sector
Today’s segments of the industry include raw material suppliers; roll goods producers;
converters/fabricators of the end-use products; the machinery industry supporting the previous
three categories; auxiliary material suppliers; winding, slitting and packaging equipment makers;
and other segments. Even this segmentation does not offer as clear a picture as one might imagine,
because the picture is further clouded by varying degrees of vertical and horizontal integration in
the industry. Globally, the picture is further complicated by the local market and economic
nuances. In terms of market segments, nonwovens products are used in medical and hygiene,
filtration, wipes, automotive, industrial and interlining — the only segment directly related to
apparel. This segmentation has come about because the industry has looked at itself at the macro
level from two distinct but entirely overlapping perspectives: process technologies and markets.
The two are intimately tied together through overlaps. For example, needlepunching technology is
important to both automotive and geotextile applications. Or, the filtration market is served by
wetlaid, needlepunched and meltblown technologies, among others.
The nonwovens section at ITMA is certainly growing, albeit not fast enough. At ITMA 2011,
many of the major nonwovens equipment suppliers were assembled at the same location. All those
present, however, were showcasing technologies for staple-fiber processing. The ones present were
Andritz Group — comprising
NSC nonwoven (Asselin-Thibeau),
Perfojet and
Küsters;
Autefa Solutions;
Bettarini & Serafini S.r.l. (Bematic);
Bonino Carding Machines S.r.l.;
Cormatex S.r.l.;
DiloGroup;
Groz-Beckert KG; Hills;
Laroche S.A.;
Trützschler Nonwovens GmbH; and others. Among those absent from the show were most
of the spunbond/meltblown machinery and auxiliary machinery suppliers. While the nonwovens sector
had a very significant showing at ITMA 2011, it was still much less significant than expected. ITMA
is dedicated to textile machinery; consequently, the customers walking the show are interested in
textile products. Most nonwovens users and customers are not drawn to ITMA as much. The nonwoven
customer base is rather different, and these customers typically walk their own specific shows,
such as INDEX, IDEA, and ANEX. Those shows, however, are not limited to machinery exhibits only and
include the other industry segments mentioned above.
In North America and Europe, the spunmelt technologies — spunbond and meltblown technologies
and their composites — dominate, while in the rest of the world, the staple-fiber process
technologies dominate. The spunmelt technologies have also become significant in Asia Pacific.
Figure 1 shows the breakdown of the nonwovens roll goods production by region. Note that
Europe, North America and Asia Pacific are almost equal in their market shares and represent more
than 75 percent of world production.
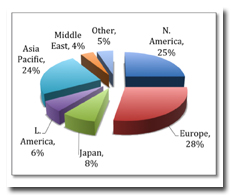
Figure 1
As indicated in the review of ITMA 2007 developments, it has been suggested by many that
spunmelt technologies will continue to grow while carding technology will continue to decline (See
“Nonwovens
Technology: Implications For The Nonwovens Industry,”
Textile World, January/February 2008). Today, this is potentially true with
regard to lightweight disposable products for which spunmelt products can compete favorably with
carded products. There are multi-beam spunbond/meltblown/spunbond machines — six- or seven-beam
machines are common — producing multi-layered composites that weigh between 10 and 20 grams per
square meter (g/m2), with each beam laying down 1 to 2 g/m2. This would be impossible for carding
technologies. Note, however, that recent and continuing advances in high-speed carding technology
will allow this technology to continue to compete in certain markets such as hygiene and other
lightweight products, and the advances in crosslapping technology and higher-weight nonwovens
through chutefeed systems will encourage the use of such technologies for heavier-weight products.
It is believed that the high-speed carding technology and its associated processes are not maturing
technologies that are holding their own. A recent installation of a Trützschler nonwoven card at
the facilities at the Nonwovens Institute at North Carolina State University was successful in
processing as much as 400 kilograms per meter per hour, a rate that competes with the highest
throughputs possible on a spunbond machine.
However, the composite pulp-based airlaid products are finding applications in co-form
process technologies as opposed to stand-alone systems utilizing pulp and latex binders.
The choice of technology is often dictated by the type of product being produced. Nonwovens
offer a very diverse range of products globally. Generally speaking, nonwovens can be broken into
two broad classes: disposable and durable. Durable, as opposed to multi-use, here refers to the
length of time the product is in place and to its life.
Figure 2 shows the breakdown by market segment for disposable products. The products in these
market segments are quite diverse and unique. In these markets, lightweight medical and hygiene
products make use of spunbond and meltblown technologies significantly. The wipes market, however,
is dominated by staple, carded and hydroentangled products; while the filtration market is rather
broad and is made up of wetlaid glass products, meltblown webs, and carded/crosslapped
needlepunched products.
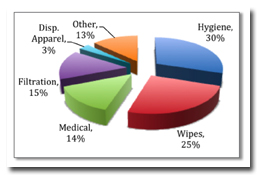
Figure 2
The breakdown for durable nonwovens is given in Figure 3. There, products are not dominated
as much by the spunmelt processes. Here, spunmelt as well as the carding/crosslapping/airlay
technologies are often used to produce innovative solutions.
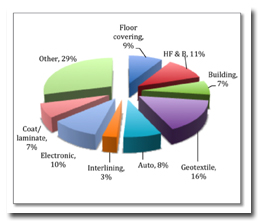
Figure 3
Industry Consolidation
Starting in the late 1980s and early ’90s, alliances and mergers began to take place within
both the nonwovens and the textile industries. Some took the form of horizontal integration: buyout
of parallel or competing technologies. Some took the form of vertical integration that encouraged
one-stop shopping: the buyer could purchase complete manufacturing lines to produce nonwovens for
specific markets. In the latter case, the machines from different parts of the alliance, merger, or
partnership were better integrated as well. ITMA 2011 will likely be remembered with regard to
mergers and acquisitions.
Trützschler, Germany, with its acquisition of
Fleissner and now
Erko, has become a dominant player in the area of nonwovens. Its own developments
of needlepunching, aircard systems, staple-fiber production and crosslapping equipment as well as
carding technologies capable of dealing with recycled materials are now allowing the group to offer
complete turnkey systems from production to sales and service globally. The only exception is that
Trützschler does not produce calenders for thermal bonding.
Austria-based Andritz’s acquisitions of Perfojet, Küsters, and now Asselin-Thibeau are
allowing the company also to offer complete lines produced in three key regions in Europe. Andritz
Asselin-Thibeau, France; Andritz Perfojet, France, and Andritz Küsters, Germany, together will form
the Nonwoven platform within the Andritz Group. This is going to be a formidable group.
DiloGroup, Germany, has been offering complete systems for some time and continues to be a
major innovator in the field of machinery for forming staple fiber products from hygiene to
industrial.
Overall Impressions, Most Significant Technologies
These three giants of the nonwovens industry are offering technologies that are unrivaled.
For the consumers, this is all good news. Equipped with Germany-based Groz-Beckert’s components
such as needles and jet strips, these turnkey systems are capable of dealing with a wide range of
product needs. The report below will try to bring together the recent developments in these key
nonwovens companies that were present at ITMA.
Trützschler Nonwovens
Trützschler Nonwovens was very prominent at the show. The company now offers a full array of
process technologies for staple-fiber nonwovens including, but not limited to, staple fiber
production, carding, needlepunching, hydroentangling, thru-air thermal bonding and coating. All of
the groups were exhibiting in one stand.
The Trützschler systems have become the industry standard for fiber opening, mixing and
feeding. They are being used throughout the world in conjunction with other equipment such as those
offered by other machinery makers. With its entry into nonwovens, one will expect the same level of
excellence, and Trützschler will be a company to watch over the coming years. The speed with which
this group has managed to develop new machinery to deal with various forms of staple fiber web
production is impressive. The developments are too many to mention, and the ITMA 2007 nonwovens
technology review gave a rather full picture of the company’s various technologies from fiber
opening to web forming. Here, the latest and newest innovations are the focus. The latest
innovation unveiled by Trützschler is the Erko crosslapper EKLB439.
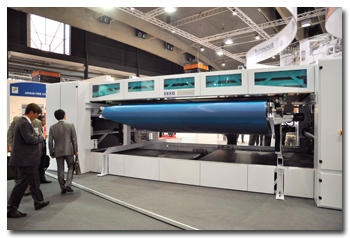
Figure 4: Trützschler Nonwovens’ Erko crosslapper EKLB439
What is new about crosslappers of today compared with the old camelbacks is that increased
requirements for throughput have led to ever-increasing line speeds necessary to be compatible with
the carding speeds available today.
Today, crosslapping lines are operated at the limits of their capacities — limits which are
difficult to be pushed, if at all, with conventional technology. Trützschler’s new system appears
to have overcome these limitations in terms of productivity as well as quality.
The new material guidance allows a reduction in the moving mass of the crosslapper to a
minimum, which results in reduced machine load and increased energy efficiency. The number of belt
and deflection rollers has been reduced from the original nine to now four rollers. This measure
results in significantly less acceleration and brake pipes, which has a positive influence on the
energy balance of the new crosslapper.
Additionally, the elimination of airflow and centrifugal forces now allows the processing of
even difficult materials at high speed.
Another feature is web profiling within the crosslapper. A clearly defined drawing zone,
consisting of a clamping point just before the delivery of the process materials from the layering
belts and the fixation of the process material at the permeable laydown belt, will prevent
undefined drafting zones. This technique reduces or eliminates any disturbances that could
influence the material between the drawing unit upstream of the crosslapper down to the delivery
point at the outlet belt.
The features of the new crosslapper can be summed up as follows:
- A new material guidance system avoids the negative influence of dynamic factors on the
process. - Significant reduction of the oscillating masses results in a lower machine load and less energy
consumption. - Elimination of air masses and increased friction of process materials at machine components and
web laydown enables difficult materials to be processed. - A defined drafting zone results in a higher profiling efficiency exactly at that point where an
adjustment of the web profile is required.
Andritz Group
Andritz’s expansion and acquisition is a major development in the industry, and NSC was
exhibiting separately at ITMA probably because of the timing of its acquisition by Andritz. A major
press conference was held at ITMA to discuss the acquisition. The combined technologies give
Andritz the ability to offer complete turnkey systems for the production of staple nonwovens. While
Andritz does not currently offer spunmelt processing equipment, with its acquisition of Reiter
Perfojet, it can certainly do so if it so desires. NSC’s Excelle® Isoweb® TT card as well as the
A.C.S. Profile crosslappers and the SDV-2 needleloom for velour applications are major. Küsters
calenders are unrivaled.
Excelle Isoweb is the inline card solution to obtain good machine direction/cross direction
(MD/CD) strength ratio on final product, even at high speeds greater than 250 m/min. Controlling
the anisotropy is critical in many nonwovens applications. Typically, higher speeds lead to higher
orientation in the machine direction. To control the isotropy at high speeds requires control and
management of the laydown and the web. A radical feature of the Excelle card is that it puts all
the accessory card cleaning systems inside rather than outside the drives and adjustment points.
Operator convenience and accessibility are unparalleled.
A.C.S. is also a high-speed crosslapper. A crosslapper has historically been the bottleneck
in the high-speed production of lapped webs. To overcome this problem lowers the cost of
production. This is a critical development for technical products such as those used in headliners
and for other automotive applications.
Perfojet is the world leader in hydroentangling, and its equipment is well-known for
manufacturing high-quality spunlaced products.
With the acquisition of Perfojet and now Asselin-Thibeau, Andritz can now build on their many
years of experience and the multiple innovations on the different components of a line to make a
first-quality finished product, with optimum aesthetics, performance and fiber yield.
Figure 5: Andritz’s booth at ITMA 2011
On display also was an innovation by Küsters, which has been the world leader in thermal
calendering machinery. At ITMA, Küsters was displaying a 5-meter-wide unit capable of running at
1,250 m/min — another first. This is an incredible achievement and will push the best of spunmelt
machinery to catch up.
DiloGroup
DiloGroup was also very prominent at the show. Dilo has been a major innovator in the area of
process technologies for staple products. A complete review of the various and numerous innovations
by Dilo is included in the 2007 write-up.
One novel innovation is the Clean Card Concept. Along with highest production speeds, fiber
throughput, web regularity and evenness, the efficiency of the carding operation is very relevant
to the economics of a web-forming line. Downtime for product, fiber and color changes will have to
be minimized.
The quick and easy cleaning of a card, however, requires a design that allows immediate
access to all relevant working areas of the unit. Also, a prerequisite is the provision of a strong
and efficient suction system to deal with fiber flow and dust within the housing of the card with
its safeguards, doors and flaps. The card cleaning system is achieved by:
- Internal Suction: Airflow is provided in all areas of the carding compartment. A suction system
provides vacuum to catch the fiber debris and dust particles that have left the carding surfaces of
the rollers. Two ducts, one in the breast and one in the main section, are connected to the central
suction system to provide sufficient airflow within the complete carding compartment. The airflow
is designed in such a way that it allows enough airflow at any point on any roller to help free the
carding surfaces of fiber accumulations. A key and unique feature of the unit is that at the
central suction and filtering station, fibers and dust particles are separated. Fibers are recycled
back to the feeding section to be reprocessed. - Worker and doffer trim suction (Direct Suction System): This trim suction restricts the fiber
coverage of the rollers. Fiber contact with the side frames is avoided. In addition, a new feature
for wrap protection minimizes fiber accumulation and clogging between rollers and side frames. - Internal rim suction (Overflow): Fiber flow between main cylinders and side frames is vented
via radial fins into a suction trough. - Air conditioning: The card compartment is vented with fresh, humidified or conditioned air
supply. This is critical for specialty fibers sensitive to static and dust generation.
Another new development from Dilo is aerodynamic web forming. This is critical when shorter
staple fibers; recycled fiber, or shoddy; various natural fibers such as flax, kenaf, hemp and
cotton; or mineral fibers, particularly glass, are considered. These materials are used in numerous
applications. The automotive industry, for example, uses such products that are subsequently
molded, or those that are used for thermal or acoustical insulation. These types of highloft and
highly voluminous product are also used for insulation in buildings or for waddings and paddings in
garments, upholstery and bedding. Aerodynamic web forming is particularly useful for producing such
products. In addition to web forming by carding and crosslapping, DiloGroup offers two series of
aerodynamic web forming machines:
- the TurboUnit and TurboCard series for fine fiber and the lower weight range with applications
in the medical, hygiene and cosmetic fields; and - the new Fiberlofter series for the medium to higher weight range for universal applications and
for any type of fiber — especially, however, for recycled, natural and mineral fibers.
Dilo is also the world leader for needlepunching. A complete review of its innovations in
needlepunching is included in the ITMA 2007 report. These innovations will likely lead to new
products that will potentially compete with some products currently produced by hydroentangling.
Watch for lightweight needlepunched products.
Groz-Beckert
Groz-Beckert was also quite prominent at ITMA, and exhibited a number of key technologies for
both felting and hydroentangling. The company also is known for its leadership position in
supplying key components to the knitting, weaving and felting industries.
Groz-Beckert is known as the world leader for needles for needlepunching. The company,
however, is a latecomer to the world of hydroentangling jet strips. But, in the short period it has
been involved with this segment, it has established its leadership there as well. Its jet strips
are known for their long service life.
A typical jet strip may have as many as 1,600 to 2,000 orifices per meter. The quality of
each orifice is critical to the quality of the final product. Defects in orifices can result in
streaks in the final fabric. Zero defect is a requirement for these types of products.
The Groz-Beckert jet strip combines long service life with unmatched quality, leading to
uniform product quality. The durability is achieved by providing resistant surfaces controlling the
wear at the edge of the capillaries. Consequently, the orifices retain their edge sharpness for
longer periods. More importantly, this longer life results in better and more consistent products
over the life of the jet strips.
Groz-Beckert also displayed the Groz-Beckert NeedleMaster, a complete system designed for
more efficient, reliable needle board handling. These major innovations were reported fully back in
2007. In brief however, the basis of the system is a semi-automatic device for the insertion and
removal of needles in needle boards. This unit is going to become more and more of a necessity with
the ever-increasing trend toward using higher-density needle boards. Dilo offers needle boards with
as many as 20,000 needles per meter. A 3-meter-wide, four-board needle loom will require 240,000
needles. Preparation of these boards manually is time-consuming. Further, the consistency with
which a board is built will be reflected in the product quality. With critical applications such as
automotive headliners and the like requiring zero-defect products, the NeedleMaster will be a key
player. The ergonomically designed and CE-compliant components make for fast, reliable and timely
needle board handling.

Figure 6: Groz-Beckert’s NeedleMaster unit
Other Exhibitors
Among other exhibitors, one would note Bonino, Italy; Laroche, France; Cormatex, Italy;
Bematic, Italy; and others offering highloft nonwovens production system using airlaid and/or
chutefeed systems unique for recycled and natural fiber nonwovens utilizing fibers that cannot be
easily handled by carding. Cormatex as well as Bematic exhibited their simple chutefeed systems
processing a variety of recycled fibers at the show. Automotive, building, home furnishing and
geotextiles are areas that would likely be targeted. The challenge for these technologies will be
competing with aerodynamic cards offered now by industry giants such as Dilo, Trützschler and
Andritz Asselin-Thibeau. This is an interesting area to watch. With sustainability becoming a
global issue, watch for further developments in this area. The limiting factor today remains the
lower basis weights achievable on such systems. With the technology being improved continuously,
the anticipation is that the boundaries will be pushed and newer products will appear between now
and the next ITMA.
Hills, West Melbourne, Fla., was the only company present that is involved in the spunmelt
sector. Hills is well-known for its bicomponent fiber technology, and earlier reports have covered
its contributions fully. Hills began offering both meltblown and spunbond equipment some years
back, and its spinbeam and bicomponent/multicomponent technology has been used together in systems
offered by Reifenhäuser Reicofil & Co. KG, Germany, and others.
It is unfortunate that this report does not deal with the spunmelt technologies because they
were not present at ITMA. The spunmelt technology is also one to watch. Many technical textiles
products are anticipated that will be created using these technologies. This perhaps will form the
topic of a separate discussion in the future.
TW‘s ITMA technology coverage will continue in the March/April 2012 issue with
reviews of the flat knitting and quality control/textile testing sectors; with further coverage in
subsequent issues.
January/February 2012



