Researchers have developed laser-drilled spinnerets to create cellulose fibers featuring new properties.
TW Special Report
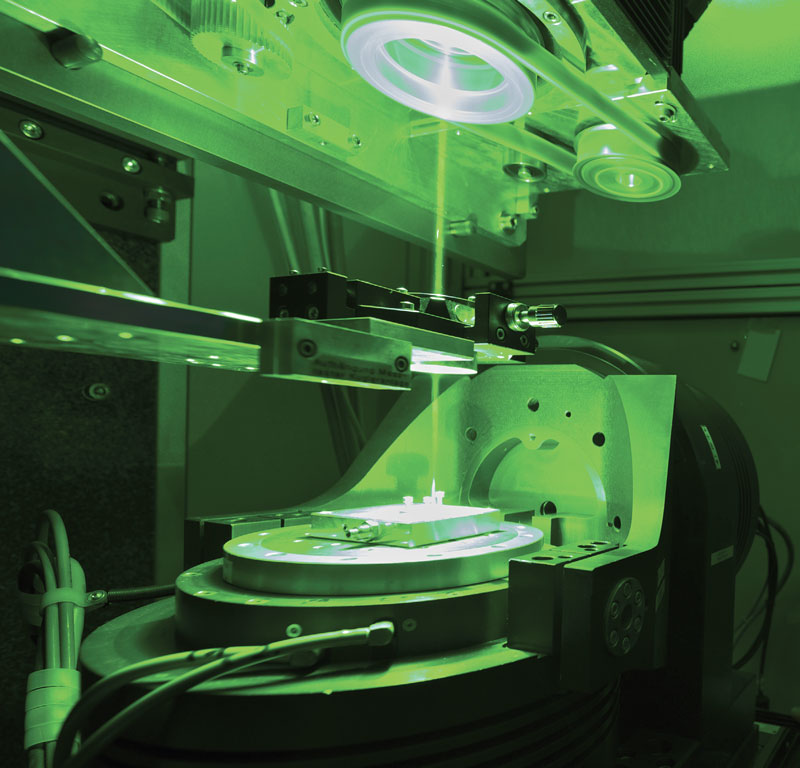
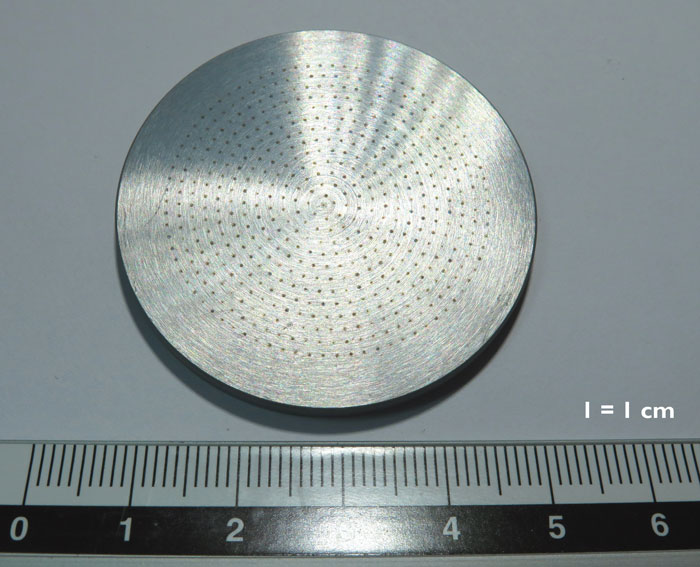
A stainless steel disc approximately 4 millimeters (mm) thick is illuminated by a bright green beam of laser light. With high energy, the ultra-short-pulsed laser beam bores into the surface of the metal repeatedly, until a large number of holes have been made. What they are producing here at the Institute of Laser Technologies (IFSW) at the University of Stuttgart, Germany, is the result of a joint research project together with the Institute of Textile Chemistry and Chemical Fibers (ITCF) in Denkendorf, Germany — spinnerets with a diameter of 30 to 40 micrometers (µm), much finer than a human hair. The spinnerets are utilized in the production of ultra-fine cellulosic fibers, or so-called micro- or supermicrofibers.
Microfibers are made of different polymers finer than 1 decitex (dtex). This is a measure of the fineness of a fiber, which indicates the length-related mass of a single thread. One dtex corresponds to one gram per 10,000 meters of fiber length. Supermicrofibers are fibers whose fineness is less than 0.3 dtex. The diameter of such fibers is approximately 3 µm. Because of their large surface area, such fibers are particularly suitable for use in hygiene and medicine applications. The fibers offer high moisture absorption capacity and a soft hand. They also are effectively utilized within the industrial sector for technical textiles, in filters for example, because they are both fine and extremely strong.
New Ways Of Producing Microfibers
Typically, microfibers are produced in a two-stage process. First, the fiber-forming polymer is spun together with a matrix polymer, which provides mechanical stability during the thread formation. From these so-called bicomponent fibers, the matrix fraction is chemically detached during the second step. What remains thereafter is the supermicrofiber.
This process is not applicable in the production of cellulose fibers. Cellulose is not fusible, but it is rather spun in a wet spinning process, in which the cellulose is dissolved in ionic liquid and pressed through a spinneret, behind which it is precipitated into the solid fiber in a coagulation bath. The fineness of the fibers is therefore determined by the size of the holes in the spinneret, and this is where the advantages of a laser-drilled spinneret nozzle come into play. Well-established drilling techniques — such as micro-stamping, mechanical drilling or spark erosion — do not allow for the production of such fine holes.
The laser drilling process is highly technically demanding. The laser beam is moved along a circular path by means of a helical drilling robot, which was specially developed at IFSW. The laser beam rotates at 30,000 revolutions per minute during the drilling process and can also be adjusted at an angle to the drill bit. This allows for high precision drilling, reproducibility and a variably adjustable drill hole geometry. Drilling deep holes with a small diameter presents a major challenge for IFSW scientists because the laser has to penetrate stainless steel plates up to 4 mm thick without creating irregularities on the hole walls or ridges on the hole edges, which would immediately reduce the quality of the fibers.
During the conventional wet spinning process, the spinning dope is forced through the spinneret nozzles under high pressure. The cellulose then coagulates into a fiber in a coagulation bath directly behind the spinneret. A more complex process, so-called dry-wet spinning, offers even more possibilities. In this process, the spinning solution first is pressed into an air gap directly behind the nozzle. A drawing process comes next, which aligns the chain molecules in the spinning solution. Immediately thereafter, the spinning mass passes into the coagulation bath and coagulates into a fiber. The molecular orientation is retained, and the cellulose fibers therefore gain an even greater strength than is the case in the conventional wet spinning process.
The thick-walled, laser-drilled stainless steel nozzles also allow for particularly high working pressures of up to 200 bars. This permits the use of higher concentrations of cellulose in the spinning solution, which makes the production process more efficient.
Defined Nozzle Geometry Determines Fiber Properties
The shape of the spinning channel determines the handling of the spinning process. “Our goal is to create funnel-shaped nozzles — a drilling channel with a defined geometry that tapers to the desired final diameter,” explained Thomas Arnold, a team member at IFSW. The improvements are made possible thanks to scientific exchange between the two research institutes. “Working with the ITCF gives us a direct input on the required geometries and accuracies,” said Arnold. From the results of the fiber spinning, it can then be directly ascertained whether there is still any need for optimization of the spinnerets.
Another promising aspect is experimenting with using new materials. Recently, the first ceramic spinneret was drilled from silicon nitride. This material is more rigid than stainless steel and can withstand higher pressures without bending, despite a reduced wall thickness. The drilling process also is easier to control, because ceramics have no melting phase that can negatively impact the drilling process. In addition, the partial transparency of the material allows for more accurate observation during the drilling process.
In addition to the advanced optimization of spinnerets realized at ITCF Denkendorf, new cellulose fibers with completely new properties have been produced using the dry-wet spinning process. “We have been able to significantly improve the textile-mechanical properties of our fibers compared to those produced by wet spinning,” said Dr. Johanna Spörl, chemist at ITCF. “Our next step will be to realize further nozzle geometries in collaboration with the IFSW. That will provide our fibers with additional property profiles.”
This development project is a successful example of a fruitful interdisciplinary exchange. The fact that this collaboration has generated products which are equally beneficial to both industry and consumers allows the success of this cooperation to speak for itself.
January/February 2017



