
By Dr. Louise May
Since its invention in the United States in 1964, the carbon dioxide (CO₂) laser has been widely used in industry, mainly for cutting and welding metals, and since the 1970s, for medical applications in areas such as dentistry, and facial surgery. But what is perhaps less well known is the crucial role that CO₂ laser technology has played in processing textiles and technical fabrics. This article looks at how Luxinar’s CO₂ laser sources are helping to revolutionize textile and fabric processing for the fashion, technical textile, and automotive industries.
CO₂ Laser Cutting Of Textiles
A CO₂ laser emits a high-powered infrared beam of intense heat which can vaporize and thus cut through a wide range of fabrics including both natural and synthetic materials —cotton, polyester, silk, lace, neoprene, felt, nylon, fleece, as well as thicker fabrics such as leather and canvas.
Compared with traditional mechanical or manual cutting, CO₂ laser cutting is much faster, more precise and reduces waste as parts can be cut very close together. In addition, it produces clean-cut edges that require minimal post-processing — and as it’s a non-contact process there’s no tool wear, no distortion or stretching of fabric during cutting.
With synthetic fabrics, the edges are sealed, which prevents fraying; and although natural fibers are prone to discoloration, this can usually be controlled with a careful choice of laser parameters. These advantages add up to faster and more consistent processes that are easily automated with design changes quick and easy to implement, thereby reducing downtime and time to market.
Fashion
Garment production: In recent years, laser cutting has helped to streamline garment production across the industry. Cutting room processes can now be fully automated, with the speed and efficiency minimizing both downtime and fabric waste. Additionally, laser cutting is flexible, allowing designs to be created and modified with ease enabling manufacturers to keep up with rapidly changing fashions. One-off, customized and made-to-measure garments have become much easier and more cost-effective to produce, men’s suits being a prime example. The client’s measurements are sent to a production facility, where a CAD system designs the pattern, and a laser cuts out the fabric. The finished suit is delivered to the client within weeks, at a fraction of the cost of a traditionally tailored garment.
Luxinar’s Solutions For Textile And Fabric Cutting
A good choice for textile cutting is Luxinar’s SR series of sealed CO₂ lasers. They come in three wavelengths: 10.6, 10.25, and 9.3µm, and are integrated with field replaceable RF power supplies. The minimum shipment power is 20-percent higher than rated power and this series can be easily integrated into laser-based processing machines.


Laser Marking

In addition to cutting, CO₂ laser technology can be used for marking where only the surface of the fabric is processed. In the case of leather production, lasers are involved from the very beginning to mark traceability codes on the animal hides prior to tanning. Lasers are also used to cut processed leather at high speeds, and intricate designs can be created with ease. The laser produces a good finish, minimizes waste and offers tremendous flexibility. Lasers can be used for texturing as well as cutting, removing the surface of the leather to create a pattern or design. This may be purely decorative, or it may be functional — for example texturing leather for non-slip shoe soles.

In the same way, lasers can be used to mark decorative or functional logos, patterns, or manufacturer’s details, on buttons used in garment production.
Luxinar’s Solutions For Button And Leather Marking
Luxinar’s 125W CO₂ laser marking systems, the MULTISCAN® HE and MULTISCAN® VS, offer an inkless method of applying alphanumeric text, QR codes, 2D and traditional barcodes, as well as complex graphics to leather, wood, plastic and a wide variety of other materials. The flexible software allows intelligent data to be placed anywhere within the specified scan area, and the system can mark stationary objects or moving products which need to be coded on the fly. Both models are available in 10.6µm, 10.25µm and 9.3µ wavelengths and can be easily integrated into existing production lines.

Engraving

Lasers are also used for engraving, i.e., controlled cutting to a depth. This process can be used to create designs on heat transfer film that are used to decorate T-shirts and other fabric garments. In this case, the laser is not used directly on the garment itself. Instead, the laser engraves a type of laser-friendly transfer film, removing excess material and leaving only the required design intact. The design is then transferred to the garment using a heat transfer press. The advantage of fully engraving the film is that the transfer doesn’t require “weeding” before use — the time-consuming process of removing small pieces of waste material from the design, which significantly reduces the total process time.

Designer Denim
The first use of CO₂ lasers for marking textiles was in the mid-1990s, when Icon, a small startup in Florida, patented a laser-based color-fading process for dyed denim garments and fabrics. The process was based on the vaporization of indigo dye using high-power CO₂ lasers. The aim was to create a retro look — a symbol of youth and rebellion as epitomized by a Levis advertisement in the late 1980s. In this ad, model and musician Nick Kamen put rocks in a laundrette washing machine and undressed to his boxer shorts to perform some DIY stonewashing/fading on his 501 jeans. Sales skyrocketed and set a retro fashion tone for denim jeans which is still with us today.
In 1998, Icon licensed the process to Levi Strauss who installed high-power denim-marking systems in their flagship stores in San Francisco and London. Until then, stonewashing and sandblasting were the only methods to simulate the look of a well-worn pair of jeans — methods which created massive environmental damage as they involved the discharges of millions of liters of contaminated water and the use of harmful chemicals.
Since the early 2000s, companies like Luxinar have done much to advance the technology by providing state-of-the-art CO₂ lasers to the world’s major suppliers to the denim jean industry. A CO₂ laser finishing system typically involves 4 stages:
- a digital image of the jeans is created;
- the image is overlaid with the desired features of a vintage pair to form a greyscale design;
- the greyscale design is loaded into the laser computer;
- the laser transfers the greyscale design to the jeans by varying the intensity of the focused laser beam as it scans rapidly across the garment.
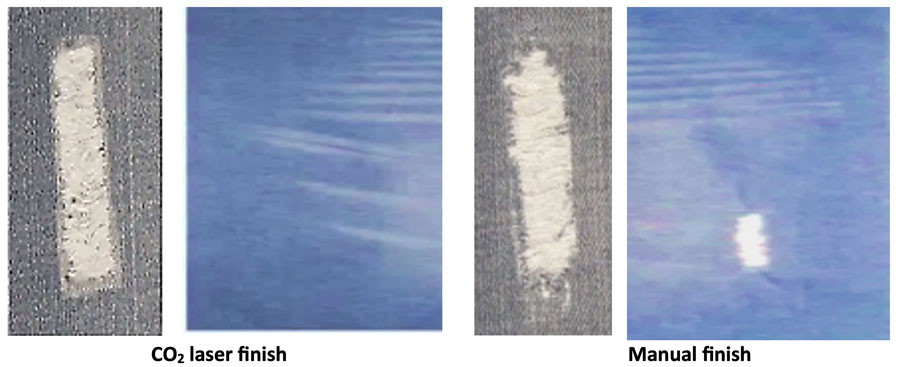
A 450-1000W laser beam then sweeps across the jeans and selectively removes the indigo dye pigment from the denim by heating it to a temperature of 600°C in a process called sublimation. The same laser can be used to introduce rips, abrasions, various wash effects and simulated creases, known as “cat’s whiskers”.
As Cherry Healey quipped in a 2023 BBC documentary on jeans manufacturing1 “Using a laser on jeans seems more James Bond than Bond Street”. This may be true, but the fact remains that compared with manual methods, CO2 laser processing can produce an equally good finish without damaging the texture or compromising the strength of the fabric. And not only is the process more sustainable and eco-friendly — it also enables a dramatic increase in productivity as with laser processing the effects of years of wear are created in seconds compared with 20 minutes for manual methods.
Luxinar’s Solutions For Denim Applications
A popular choice for denim applications is Luxinar’s OEM series of sealed CO₂ lasers, which range in power from 450W to 1000W and come in 10.6, 10.25, and 9.3µm wavelengths.
Denim marking requires the laser parameters such as power, mode, wavelength, and polarization, to be very stable. For this reason, Luxinar’s lasers incorporate unique cavity and electrode designs to ensure the required level of stability and pulse-to-pulse consistency. Additionally, they have a high quality, round, symmetrical beam for high processing speeds and a short optical pulse with high peak power, which combine to ensure optimum process quality and minimise the heat-affected zone.
As with the SR series, our sealed OEM CO₂ laser sources are based on the well-proven slab principle, with no need for gas recirculation equipment such as vacuum pumps or pressure control systems. As gas exchange is unnecessary before 20,000 operational hours, the running, maintenance, and service costs of our lasers are minimal — resulting in a long lifetime and trouble-free operation throughout.

Technical Textiles
Lasers are also advantageous for the cutting of carpets, curtains and sails as well as thermal insulation material, medical gauze, filter material, geotextile membrane, and Kevlar-reinforced textiles.
Cutting profiles for these materials can be complex and highly detailed, and consistency of quality is of paramount importance. By cutting technical textiles with lasers, the edges of the fabric are sealed, which prevents fraying, eliminates the need for further finishing and allows easier handling of the cut pieces. As with cutting textiles for garment production, complex shapes can be cut out with ease and precision, the process is both repeatable and adaptable and design changes are easy and quick to implement. Depending on the type of textile, Luxinar’s recommended solutions for cutting technical textiles include the SR series (10i ,15i and 25i); the SCX 35, and OEM series 45iX and 65iX.

Automotive
Laser cutting is now also commonplace in the automotive industry. Synthetic fabrics can be cut cleanly, and the laser melts and seals the edge of the material so that it doesn’t fray during the subsequent stitching and assembly. Both real and synthetic leather can be cut for car upholstery in the same way. The fabric coverings on the interior pillars of modern vehicles are frequently finished by laser. Fabric is bonded to these plastic parts during the moulding process, in a 5-axis robotic process, with the cutting head following the contours of the part and trimming the fabric with precision. Depending on the type of textile, Luxinar’s recommended solutions for textile cutting for automotive applications include the SR series (10i ,15i and 25i); the SCX 35, and OEM series 45iX and 65iX.
Airbag processing: Airbag materials are usually made from densely woven nylon or polyester fibres and are often silicone coated to obtain the desired air permeability. Airbags may be flat woven, where the bag is made up of several fabric pieces stitched together or one piece woven (OPW), where the structure of the airbag is fully formed on the loom. Both types require trimming, for which a CO₂ laser is the ideal tool.
CO₂ lasers can also be used to score lines in the material of the car dashboard and door skins, selectively weakening the structure so that a flap breaks open to release the airbag in the event of a collision. This laser scoring must be performed to extremely tight tolerances and is implemented on the reverse side of the interior panels, so there is no aesthetic impact visible to the occupants of the vehicle. Luxinar’s recommended solutions for air bag processing are the SCX 35, OEM 65iX and OEM 100iX.
Future Outlook
The outlook for the laser processing of textiles and fabrics is promising. According to a recent market report2, the fabric cutting machine market will be worth $429.5 million by the end of 2024, rising to $644.4 million by 2034 with the laser cutting segment accounting for around 42 percent of the market. Laser cutting is expected to grow exponentially during this period due to the inherent advantages of lasers sources over traditional mechanical and manual processing methods. As we have seen, these include faster processing, greater precision, a reduction in waste, enhanced quality control, and a reduction in downtime and time to market.
The future for laser denim processing is also positive with the global market for denim jeans projected to rise from $64.5 billion in 2022 to $95.2 billion by 20303. Along with this growth in sales will be an increase in demand for laser marking driven by the trend towards greater customization and exclusivity, as well as the advantages of being faster, more eco-friendly, and conducive to greater productivity.
We are also likely to see an increase in the use of innovative technical fabrics based on recycled plastics, cellulose, vegetal fibers and other bio-fabrics. These materials will require a new generation of consistent and reliable laser performance. But whatever the future may bring, Luxinar’s expertise and experience in developing innovative CO₂ laser source technology, make us well placed to meet any new challenges and remain a leading provider of laser sources to the denim and textile industry.
References
1. https://www.bbc.co.uk/iplayer/episode/m001v63x/inside-the-factory-series-8-3-jeans
2. Future Market Insights: Fabric Cutting Machine Market
3. Research & Markets: Global Denim Jeans Strategic Business Report 2023
Editor’s Note: Dr. Louise May is senior applications engineer, Luxinar Ltd., England.
August 15, 2024



